Compact NOA Edge Device Comprising Embedded PC, HART I/O Terminals, and OPC UA Server
October 2, 2023
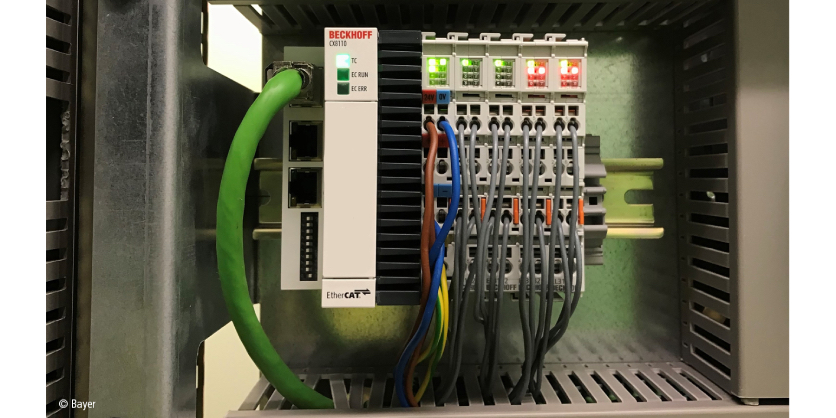
PC-based control for the implementation of NAMUR Open Architecture (NOA) at Bayer
Process analytical technology (PAT) plays a crucial role in the chemical industry. Bayer AG, for example, is enhancing efficiency and transitioning from time-based to condition-based maintenance by embracing the cutting-edge NOA concept. This is implemented through the seamless integration of a compact edge device featuring a CX8110 Embedded PC, EL3182 EtherCAT HART Terminals, and Beckhoff’s TwinCAT OPC UA Server, without any alterations to the existing control technology.
Bayer is a globally recognized company that specializes in life sciences, particularly in the fields of healthcare and nutrition. Its products and services are designed to benefit humanity and protect the environment, addressing fundamental challenges presented by an ever-growing and aging global population. Bayer currently operates one formulation plant and six active ingredient facilities at the Chempark Dormagen site, employing approximately 1,230 people. Its product range includes 35 active ingredients and ten intermediates in the realm of fungicides, herbicides, and insecticides, with notable product brands from this site including Luna, Laudis, and Movento respectively.
Field device monitoring for quality assurance
When it comes to ensuring production processes run with the required level of quality, it is crucial to take measurements at various points in the process workflows. This is where Process Analytical Technology (PAT) enables real-time assessment of product quality online during the process, providing direct feedback to production operators on further process control. A classic analytical quality measurement in this context is the determination of the pH value of the medium.
Given that PAT plays a significant role in quality monitoring during production, ensuring its proper functioning is of the utmost importance. This is why preventive maintenance for PAT has been established in the chemical industry in the past, typically following time-based maintenance schedules.
Many PAT devices simultaneously provide a wealth of condition information, which currently remains largely untapped. This is due to the non-standardization of the condition information, necessitating a great deal of preliminary work to interpret the data. With the help of standardized condition information, on the other hand, opportunities arise to transform time-based maintenance into condition-based maintenance and thus further increase the efficiency of PAT operations.
NOA benefits for brownfield plants
Extracting additional vitality data or condition information from the field level poses a particular challenge, especially in brownfield plants. Currently, the existing automation architecture almost exclusively captures the measurement data relevant for process control and is not intended to be altered by the integration of new technologies. This is precisely what prompted the User Association of Automation Technology in Process Industries (NAMUR) to develop NAMUR Open Architecture (NOA).

The concept described in NAMUR Recommendation NE175 extends the automation architecture without altering the existing control system. The core task of NOA is therefore to provide information from the field level to higher-level applications in order to monitor the field devices and optimize the process (monitoring and optimization – M+O). The type of data that is forwarded from the field level depends on the field devices used and the respective analysis tools. The focus here is on cyclic parameters, which contain information on the device condition or process quality.
The world of process automation involves a wide range of protocols and communication technologies. For the initial implementation of the NOA concept at Bayer, the Beckhoff project team – comprising Bayer planning engineer Dr. Roger Rossmann along with Lennart Winkler and Sebastian Böse from the Beckhoff process industry management – opted to utilize the HART protocol.
This choice offers three significant advantages for the project:
- The protocol is widely used and thus implemented in many field devices from different manufacturers.
- Superimposing a digital signal onto the actual 4–20 mA measured value facilitates the transmission of further data, such as the field device status.
- A second channel can be opened with minimal effort with the help of special feed isolators, which already form part of the automation architecture in many plants.
This means that the connection to the field device is separated into the 4–20 mA signal, the HART communication, and the supply voltage, which means that the existing connection to the process control system is not interrupted. Corresponding data can therefore be received via the second channel and used for the M+O.
Beckhoff offers a way to connect two field devices via the HART protocol in a very compact installation space in the form of the EL3182 analog EtherCAT input terminal. Combined with an embedded PC (such as a CX8110) and the TwinCAT automation software, a modular expandable edge device can be built without the need for specially developed hardware.

Its functionality can be divided into three operations:
- receiving vitality data via the HART protocol
- converting and translating the data
- providing the information for higher-level analysis tools
Commands have to be sent from the edge device in order to read out the vitality data via the HART protocol. The data to be read out and the commands under which it is stored on the field device depend on the device type (pH, oxygen, temperature, etc.) and manufacturer. Beckhoff has developed a database to store the necessary information for reading out the vitality data.
The corresponding file is read into TwinCAT, thereby facilitating communication with all field devices stored in the database. If a field device is connected to the edge device, it is automatically detected, the corresponding HART commands are sent, and the received data can then be converted using stored translation tables and TwinCAT functions.
The vitality data stored in the PLC at this time must be made available for further analysis applications in the next step. This is where NAMUR recommends the use of OPC UA. The Beckhoff portfolio offers several products, including the TwinCAT OPC UA Server.
This is based on a stored information model and filled with vitality data directly from the PLC. The information model is based on the PA-DIM (process automation – device information model), which is extended by the vitality data for PAT field devices. Users also have the option of customizing it to include further parameters. Depending on the detected field device type, individual OPC UA nodes can be removed or added automatically.
Successful implementation at Bayer
According to Dr. Roger Rossmann, the solution from Beckhoff is characterized by its ease of implementation. He goes on to add that, “When it comes to obtaining standardized vitality data, the approach to managing the library is not only open, but also subject to continuous further development by Beckhoff.
Another positive aspect in the long term is that a change of field device is automatically detected by the Beckhoff solution, which means that no new parameterization is required. Finally, it is definitely worth noting that the edge device is easily scalable and thus allows for ongoing expansion in the brownfield. The product portfolio with Ex-capable I/O terminals also accommodates the use of a second output of the field devices for the acquisition of HART information in compliance with Ex requirements.”
Dr. Roger Rossmann, Bayer planning engineer
More Information
Related Product
Beckhoff Extends Electric Cylinder Lineup
Beckhoff is adding more devices to its scalable AA3000 electric cylinder series to extend the significant advantages in total cost of ownership, footprint, energy efficiency and sustainability to more applications. The new AA3100 devices offer the necessary force, dynamics and compactness needed for linear motion applications. However, this direct-drive solution delivers all the advantages of servo technology, including controlled positioning, safe holding at a standstill and high efficiency.


