How to Avoid Lost Time Accidents and Increase Plant Safety

June 14, 2021
By Jake Thatcher, Senior Safety Project Engineer, Rockwell Automation
In a world where plant productivity is everything, a lost time accident is the last thing anyone needs. Such an incident becomes an OSHA recordable event, adding a blemish to a company’s safety record, and leads to unplanned downtime. Considering the time off, incident investigation, paperwork, and production loss, the cost of a lost time accident can add up quickly. So how can a lost time accident be avoided? And how can a strong safety culture be achieved without compromising the bottom line?
According to the “Asset Performance Management and Risk Management” report (2020) by LNS Reserch, many organizations view employee well-being and workplace safety as core values and strive to do the right thing by operating responsibly. The top objectives for improving EHS are to control risks that can harm people, production, or the environment, and reduce the risk of not meeting compliance obligations. Among 300 business leaders who participated in the LNS Research APM 4.0 survey, 46% said that operational excellence is a key EHS driver and 51% cited reducing operational risk as a key EHS objective.
As outlined by OSHA, a work-related injury or illness must be recorded if it results in one or more of the following:
- – Medical treatment beyond basic first aid
- – Loss of consciousness
- – Inability to return to work or any days away from work
- – Work restrictions or transferring to another job due to medical limitations
- – Any significant injury or illness, as diagnosed by a medical professional
- – Employee fatality
While the most common causes of lost time accidents are sprains, strains, or tears, which can be a result of ergonomic issues, many lost time accidents can still be avoided by having proper controls in place. These controls include physical barriers, process and procedure changes, engineering controls, or specific equipment designed to protect the individual from harm.
Consider the Hierarchy of Controls when looking for opportunities to improve safety.
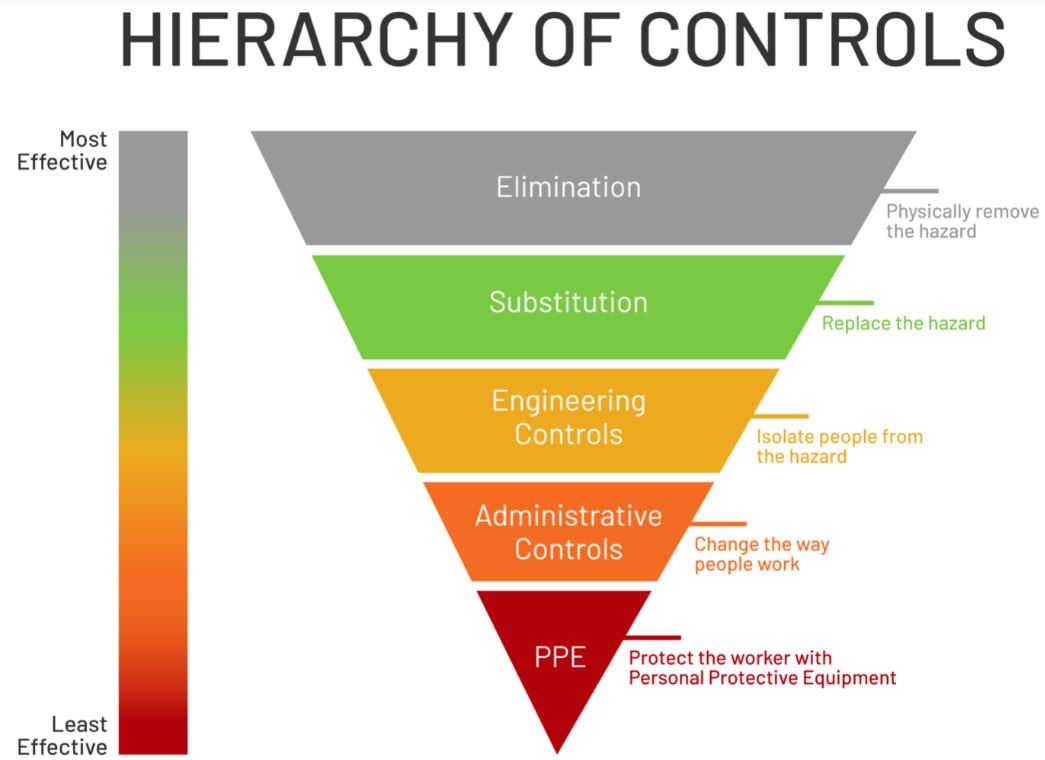
Personal Protective Equipment (PPE)
While PPE is generally the least effective method of control, it is still an important control to establish – it is simple to implement and can be life-saving. But supplying the proper PPE is the easy part. Educating employees on what PPE is needed when, and enforcing use of PPE are the bigger challenges that can result in lower effectiveness.
To educate employees, make sure that training modules and posted signage clearly convey which PPE is required. Be sure to update arc flash labeling to include calculated labels on all panels along with the required PPE category, so authorized persons are informed on the requirements. Add signage throughout the facility on tool usage and correct PPE for specific tasks, to compliment written procedures for lockout/tagout, confined space entry, or other SOP documents.
Enforcing PPE usage is key to effective risk mitigation. Find ways to incentivize proper PPE utilization and encourage employees to inspect and replace worn PPE regularly to help prevent lost time accidents due to improper PPE.
Administrative Controls
Administrative controls change the way employees work, and include policy changes, documented procedures, or various forms of training. These changes actively help to prevent accidents in the workplace.
Developing and implementing a lockout/tagout program, complete with written procedures and training, can help prevent many lost time accidents. Compliant lockout/tagout procedures provide the needed information for employees to work safely on equipment. A good LOTO training program informs authorized employees on related hazards and methods for control.
Additional procedures, such as minor servicing procedures (or Alternative De-energization Procedures) and documented standard operating procedures (SOPs) are other ways to apply administrative controls and prevent recordable incidents. These written procedures document the correct, safe way to perform a task, and can be used so long as a full risk assessment is completed to show effectiveness.
Engineering Controls
The next level of control involves physical barriers placed between the worker and the hazard. Rather than relying on employees to use PPE or follow a procedure, engineering controls physically change the workplace. There is no action or thought involved on the employee’s behalf.
Consider performing a machine guarding audit of current physical barriers. Determine if equipment currently has the correct machine guarding in place or if additional guarding is needed.
A machine risk assessment can also be a great way to verify the effectiveness of current controls and identify any open risks in the facility.
While the upfront investment to identify the need and implement the necessary engineering controls will be higher than the first two levels of active controls, engineering controls will ultimately be more effective at preventing injury and lost time accidents. Additionally, the ROI and long-term safety and productivity benefits can justify the investment.
Substitution and Mitigation
Finally, the most effective ways to help prevent workplace injury and OSHA recordable accidents are to either substitute or mitigate the hazards that lead to injuries all together. This may not always be possible, but it should still be considered.
Upgrading equipment to include safer control system components, such as higher performance level PLd or PLe parts, can help mitigate medium or high risks on machines with frequent human interaction. Implementing these higher safety category devices also means that some tasks can be safely performed with these alternative means, leading to quicker task completion and increased uptime.
The end goal is to design out machine risks, lessening the possibility that an individual could even encounter the hazard in the first place. If employees do not come into contact with these hazards, injuries leading to lost time accidents cannot happen in the first place.
Additional Considerations
As you seek to improved plant safety, encourage employees to report off-the-job injuries. Even mild injuries that occur outside of work have the potential to become aggravated during work hours. By being aware of personal injuries, changes can be made in an employee’s job responsibilities before a major incident occurs.
Avoid over-treating or over-escalating an incident; basic first aid is not a recordable incident.
Be sure to require and review a doctor’s note when employees seek medical attention to properly determine if the incident is work-related and if time off is required.
Educate employees on the importance of safety in the workplace. To encourage safe behavior, make safety personal to employees.
Finally, make sure the company culture supports safety. While the pressure to be productive will never go away, make sure that employees know that there is always time for safety and your management team supports taking the time to do things the safe way. When employees feel pressured to be fast rather than safe, it ultimately leads to cutting corners and opens the possibility for workplace injury. To mitigate risk, it is not enough to simply implement these controls, a company must also foster a culture of safety.


